Introdução
Breve visão geral do corte a plasma
O corte por arco de plasma é um método de usinagem que usa o calor de um arco de plasma de alta temperatura para derreter localmente (e evaporar) o metal na borda de corte e usa o momento do plasma de alta velocidade para remover o metal derretido para formar um corte.

Vantagens do corte a plasma em relação aos métodos de corte tradicionais
As máquinas de corte a plasma CNC melhoraram a velocidade e o alcance de corte em comparação com o corte por chama.
Comparado aos métodos de corte tradicionais, o corte a plasma tem vantagens como alta eficiência, alta precisão e alta estabilidade, especialmente para produção e processamento em larga escala com requisitos de corte de alta precisão.
Do ponto de vista de custos, o corte a plasma é mais econômico devido à eliminação das despesas com gás de corte.
Seu controle de custos de processamento será mais evidente principalmente quando aplicado na produção em larga escala.
O corte por arco de plasma é uma fonte de calor de corte relativamente ideal, com as seguintes vantagens:
(1) Ampla gama de aplicações.
Os arcos de plasma podem cortar vários metais com um ponto de fusão que outros métodos de corte não conseguem cortar, como aço inoxidável, aço resistente ao calor, titânio, molibdênio, tungstênio, ferro fundido, cobre, alumínio e ligas de alumínio, com uma espessura de corte de mais superior a 200 mm para aço inoxidável e alumínio, etc.
(2) Velocidade de corte rápida e alta produtividade.
Dentre os diversos métodos de corte utilizados atualmente, o corte a arco plasma é relativamente rápido e possui alta eficiência de produção.
Por exemplo, cortando placa de alumínio de 10 mm, a velocidade de corte pode chegar a 200-300m/h; cortando aço inoxidável com 12 mm de espessura, a velocidade de corte pode chegar a 100-130m/h.
(3) Alta qualidade de corte.
Durante o corte a arco plasma, podem ser obtidos cortes estreitos, suaves, perfeitos e sem resíduos, próximos da vertical, com mínima deformação e influência do calor nos cortes, e pouca alteração na dureza. A qualidade do corte é boa.
Compreendendo os cortadores de plasma
Definição e princípios básicos do corte a plasma
Definição
O corte por arco de plasma utiliza uma mistura de gases que passam por um arco de alta frequência. O gás pode ser ar ou uma mistura de hidrogênio, argônio e nitrogênio.
O arco de alta frequência faz com que parte do gás se “decomponha” ou ionize em partículas atômicas básicas, resultando em “plasma”.
O arco então salta para a peça de aço inoxidável e o gás de alta pressão sopra o plasma para fora do bico da tocha de corte com uma velocidade de saída de 800 a 1000 metros por segundo (cerca de 3 mach).
Isto, combinado com a alta energia liberada quando os vários gases do plasma retornam ao seu estado normal, gera uma alta temperatura de 2700°C.
Esta temperatura é quase o dobro do ponto de fusão do aço inoxidável. Isso faz com que o aço inoxidável derreta rapidamente e o metal derretido seja expelido pelo fluxo de gás de alta pressão.
Portanto, é necessário equipamento de exaustão e remoção de escória.
1- Arco de plasma, comprimento do arco 6,4 mm, abertura do bico 0,76 mm
Arco de tungstênio 2-branco, comprimento do arco 1,2 mm, diâmetro do eletrodo de tungstênio 1 mm
O corte por arco de plasma (corte por arco de plasma) pode ser usado para cortar aço inoxidável com espessura de 3,0 a 80,0 mm.
A superfície de corte está oxidada e, devido às características do plasma, o corte tem o formato de um oito.
Princípio de trabalho
O corte por arco de plasma é um método de corte térmico que usa arco de plasma como fonte de calor e derrete e remove o metal derretido para formar um corte com gás iônico térmico de alta velocidade.
O princípio de funcionamento do corte a arco de plasma é semelhante ao da soldagem a arco de plasma, mas a fonte de energia tem mais de 150 volts de tensão sem carga e a tensão do arco também é superior a 100 volts.
A estrutura da tocha de corte também é maior que a da tocha de soldagem e requer resfriamento com água.
O corte a arco de plasma geralmente usa nitrogênio de alta pureza como gás de plasma, mas gases mistos como argônio ou argônio-nitrogênio ou argônio-hidrogênio também podem ser usados.
Geralmente, nenhum gás de proteção é usado e, às vezes, o dióxido de carbono também pode ser usado como gás de proteção.
Classificação
Existem três tipos de corte a arco plasma:
Corte de arco de plasma de corrente pequena utiliza 70 a 100 amperes de corrente, o arco pertence a um arco sem transferência, e é utilizado para corte manual de chapas finas de 5 a 25 mm ou para usinagens como fundições ranhuradas e puncionamento;
Corte de arco de plasma de grande corrente usa 100 a 200 amperes ou mais de corrente, o arco pertence a um arco de transferência (ver soldagem a arco de plasma) e é usado para corte mecânico de material de grande espessura (12 a 130 mm) ou corte de modelagem;
Corte a arco plasma com jato de água usa grande corrente, a jaqueta externa da tocha de corte possui um bico de jato de água em forma de anel e a água pulverizada pode reduzir a fumaça e o ruído gerados durante o corte e melhorar a qualidade do corte.
O arco plasma pode cortar aço inoxidável, aço de alta liga, ferro fundido, alumínio e suas ligas, bem como materiais não metálicos, como minério, placas de cimento, cerâmica, etc.
Os cortes do arco plasma são estreitos, suaves e planos, e a qualidade é semelhante à do corte a gás de precisão.
Nas mesmas condições, a velocidade de corte do arco plasma é mais rápida do que a do corte a gás, e a gama de materiais de corte também é mais ampla do que a do corte a gás.
Parâmetros de corte por arco plasma.
A seleção dos parâmetros de corte por arco plasma é crucial para a qualidade, velocidade e eficiência do corte.
1. Corrente de corte
A corrente de corte é o parâmetro de corte mais importante, que determina diretamente a espessura e a velocidade de corte, ou seja, a capacidade de corte.
À medida que a corrente de corte aumenta, a energia do arco aumenta, a capacidade de corte melhora, a velocidade de corte é mais rápida, o diâmetro do arco aumenta e o arco fica mais espesso, fazendo com que o corte fique mais largo.
Se a corrente de corte for muito alta, a carga térmica do bico aumenta, o bico é danificado muito cedo e a qualidade do corte diminui naturalmente ou mesmo o corte normal não é possível.
Portanto, é necessário selecionar a corrente de corte e o bico correspondente com base na espessura do material antes do corte.
2. Velocidade de corte
Devido às diferentes espessuras, materiais, pontos de fusão, condutividade térmica e tensão superficial após a fusão do material, a velocidade de corte selecionada também é diferente.
Aumentar moderadamente a velocidade de corte pode melhorar a qualidade do corte, ou seja, o corte é ligeiramente mais estreito, a superfície de corte é mais lisa e a deformação é reduzida.
Se a velocidade de corte for muito rápida, a entrada de calor durante o corte é menor do que a quantidade necessária, o jato no corte não consegue soprar o fundido imediatamente, formando uma quantidade residual maior, acompanhada de escória de corte, e a qualidade da superfície de corte diminui .
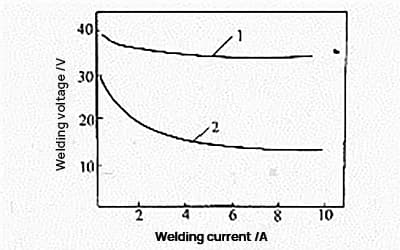
3. Tensão do Arco
As máquinas de corte por arco de plasma geralmente têm alta tensão sem carga e tensão de trabalho.
Ao usar gases ionizantes como nitrogênio, hidrogênio ou ar, a tensão necessária para estabilizar o arco de plasma será maior.
Quando a corrente é fixa, o aumento da tensão significa que a entalpia do arco aumenta, o diâmetro do jato diminui e a vazão do gás aumenta, resultando em velocidade de corte mais rápida e melhor qualidade de corte.
A tensão sem carga é 120-600 V, a tensão da coluna do arco não pode exceder 65% da tensão sem carga e geralmente é metade da tensão sem carga.
Atualmente, a tensão sem carga das máquinas de corte a arco plasma no mercado é geralmente de 80-100V.
Principais componentes de um cortador de plasma
Uma máquina de corte a plasma é um equipamento de corte industrial composto pelas seguintes partes principais:
1. Viga transversal: A viga transversal é uma parte importante da máquina de corte a plasma para balanceamento e corte transversal. Faz parte do corpo da máquina e se move horizontalmente para realizar o trabalho de corte.
2. Base: A base está localizada no trilho-guia e sob a travessa, com rodas na parte inferior. É usado principalmente para o movimento longitudinal e ação de corte da máquina.
3. Corpo de elevação: Esta parte está localizada perto da tocha e na barra transversal. É usado principalmente para o movimento ascendente e descendente da tocha para processar placas de diferentes espessuras.
4. Sistema de controle: É o centro de comando da máquina de corte a plasma CNC. É usado principalmente para definir a trajetória operacional e os parâmetros relacionados da máquina.
5. Mesa de trabalho: Também conhecida como mesa de corte básica. É um dispositivo necessário para a máquina de corte CNC durante a operação. É usado principalmente para colocar o material da placa e resfriá-lo durante a operação da máquina.
6. Fonte de alimentação de plasma: Fornece energia para a máquina de corte a plasma e é o principal acessório da máquina.
Tipos de cortadores de plasma
As máquinas de corte a plasma CNC podem ser classificadas com base no modo de operação em plasma seco, plasma semi-seco e plasma subaquático.
Com base na qualidade do corte, eles podem ser classificados em plasma geral, plasma fino e plasma semelhante ao laser.
Precauções de segurança
1. Verifique e confirme se a fonte de energia, a fonte de gás e a fonte de água estão livres de vazamentos elétricos, vazamentos de gás, vazamentos de água e estão aterradas com segurança ou conectadas a zero.
2. O carro e a peça de trabalho devem estar localizados na posição apropriada, e o pólo positivo da peça de trabalho e do circuito de corte deve ser conectado, e um poço de escória deve ser fornecido sob a superfície de trabalho de corte.
3. Selecione a abertura do bico com base no material, tipo e espessura da peça de trabalho e ajuste a fonte de energia de corte, o fluxo de gás e a contração do eletrodo.
4. O carro de corte automático deve estar vazio e a velocidade de corte deve ser selecionada.
5. Os operadores devem usar máscaras de proteção, luvas de soldagem elétrica, chapéus, respiradores com máscara de filtro e protetores auriculares com cancelamento de ruído. Pessoas que não usam óculos de proteção são estritamente proibidas de observar diretamente os arcos de plasma, e a pele nua é estritamente proibida de se aproximar dos arcos de plasma.
6. Ao cortar, o operador deve ficar posicionado contra o vento para operar. O ar pode ser retirado da parte inferior da mesa de trabalho e a área aberta na mesa de trabalho deve ser reduzida.
7. Ao cortar, se a tensão sem carga for muito alta, verifique o aterramento elétrico, zeramento e isolamento do cabo da tocha, isole a mesa de trabalho do solo ou instale um disjuntor sem carga no sistema de controle elétrico.
8. O gerador de alta frequência deve ter uma tampa de blindagem. Após o início do arco de alta frequência, o circuito de alta frequência deve ser cortado imediatamente.
9. O uso de eletrodos de tório e tungstênio deve obedecer aos regulamentos estabelecidos no Artigo 12.7.8 do JGJ33-2001.
10. O pessoal de operação de corte e o pessoal de apoio devem usar equipamentos de proteção trabalhista conforme necessário. Eles também devem tomar medidas para evitar choques elétricos, quedas em grandes altitudes, envenenamento por gás, incêndio e outros acidentes.
11. A máquina de solda utilizada no local deve ter um galpão para proteção contra chuva, umidade e proteção solar, e deve estar equipada com equipamento de combate a incêndio correspondente.
12. Ao soldar ou cortar em altura, devem ser usados cintos de segurança e devem ser tomadas medidas de prevenção de incêndio ao redor e abaixo da área de soldagem ou corte, devendo haver alguém para supervisionar.
13. Ao soldar ou cortar recipientes de pressão, recipientes selados, tambores de óleo, oleodutos ou peças contaminadas com gás ou solução inflamável, a pressão no recipiente ou oleoduto deve ser eliminada primeiro e o gás ou solução inflamável deve ser removido.
Em seguida, as substâncias tóxicas, nocivas e inflamáveis devem ser enxaguadas.
Para recipientes com graxa residual, deve-se usar vapor ou água alcalina para enxaguar, e a tampa deve ser aberta para garantir que o recipiente esteja limpo e, em seguida, enchido com água limpa antes da soldagem.
Devem ser tomadas medidas para evitar choque elétrico, envenenamento e asfixia ao soldar ou cortar dentro dos recipientes.
Soldagem ou corte em recipientes selados devem ter furos de ar e, se necessário, equipamentos de ventilação devem ser instalados nos furos de entrada e saída de ar.
A tensão de iluminação dentro do recipiente não deve exceder 12V, e o soldador e a peça devem ser isolados. Alguém deve ser nomeado para supervisionar fora do contêiner.
É estritamente proibida a soldagem dentro de recipientes pintados ou revestidos com óleo ou plástico.
14. A soldagem e o corte não devem ser realizados em recipientes e tubulações pressurizados, equipamentos carregados eletricamente, partes tensionadas de estruturas de suporte de carga ou recipientes contendo itens inflamáveis e explosivos.
15. Não é permitida nenhuma soldagem ao ar livre durante o tempo chuvoso. Ao trabalhar em áreas úmidas, o operador deve pisar em materiais isolantes e usar sapatos isolados.
16. Após o trabalho, a fonte de alimentação deve ser desligada e as fontes de gás e água fechadas.
Configurando seu cortador de plasma
Os parâmetros em uma máquina de corte a plasma CNC podem ser definidos. Veja como:
Hora de início do arco: Também conhecido como tempo de perfuração, geralmente é inserido diretamente pelo teclado.
Velocidade de corte e compensação de corte: Geralmente inserido diretamente pelo teclado.
Altura do arco: Também conhecida como altura de perfuração, geralmente é ajustada manualmente na pistola de corte.
Tensão do arco: Geralmente ajustado manualmente no sensor de tensão do arco.
Quanto a como operar uma máquina de corte a plasma CNC, a resposta específica é:
(1) Inicie o compressor de ar, seguido pelo gabinete de controle da máquina e pela fonte de energia de plasma e, em seguida, defina os parâmetros correspondentes e, finalmente, inicie o programa para iniciar o trabalho de corte.
Observe que a ordem não deve ser invertida para evitar problemas.
(2) Corte a placa de aço e os parâmetros do processo devem ser definidos de forma razoável e eficaz.
(3) Após o corte, desligue imediatamente a energia e a fonte de gás.
Técnicas para Corte Plasma Eficaz
Ao usar uma máquina de corte a plasma CNC, se a qualidade do corte for instável e as peças de desgaste precisarem ser substituídas com frequência, muitas vezes descobre-se que a operação da máquina de corte a plasma CNC pelo usuário não é padronizada o suficiente e não é dada atenção suficiente para alguns detalhes.
Aqui estão algumas dicas para o uso diário de máquinas de corte a plasma CNC para lhe trazer comodidade:
1. Comece a cortar pela borda
Comece a cortar a partir da borda, tanto quanto possível, em vez de perfurar o corte. Usar a borda como ponto de partida prolongará a vida útil das peças de desgaste. O método correto é alinhar o bico diretamente com a borda da peça e então iniciar o arco plasma.
2. Reduza o “tempo de ignição (ou piloto)” desnecessário
A ignição consome o bico e o eletrodo muito rapidamente. Antes de começar, a tocha deve ser colocada dentro da distância de corte do metal.
3. Não sobrecarregue o bico
Sobrecarregar o bico (ou seja, exceder a corrente de trabalho do bico) fará com que o bico falhe rapidamente.
A intensidade da corrente deve ser 95% da corrente de trabalho do bico. Por exemplo, a intensidade de corrente de um bico de 100A deve ser definida para 95A.
4. Use uma distância de corte razoável
De acordo com as instruções, utilize uma distância de corte razoável, que é a distância entre o bico de corte e a superfície da peça de trabalho. Ao puncionar, tente usar 2 vezes a distância normal de corte ou a altura máxima que o arco plasma pode transferir.
5. A espessura da perfuração deve estar dentro da faixa permitida do sistema da máquina
A máquina de corte não pode perfurar uma placa de aço que exceda a espessura de trabalho. A espessura típica de puncionamento é 1/2 da espessura normal de corte.
Mantenha a tocha e as peças de desgaste limpas; qualquer sujeira na tocha e nas peças de desgaste afetará muito o desempenho do sistema a plasma.
Ao substituir peças de desgaste, coloque-as sobre um pano limpo e verifique frequentemente a conexão da tocha, limpe a superfície de contato do eletrodo e o bico com agentes de limpeza do tipo peróxido de hidrogênio.
Solução de problemas comuns de corte a plasma
| Índice. | Falta | Causas de falha | O método para eliminar o problema. |
| 1 | Ligando o interruptor de alimentação. | 1. O fusível no interruptor da fonte de alimentação está quebrado. | Substituir. |
| A luz indicadora de energia não acende depois de ligar o botão liga/desliga. | 2. O fusível na caixa de energia queimou. | Verifique e substitua. | |
| 3. O transformador de controle está ruim. | Substituir | ||
| 4. O interruptor de alimentação está danificado. | Substituir | ||
| 5.A luz indicadora está com defeito. | Substituir | ||
| 2 | Não foi possível ajustar previamente a pressão do gás de corte. | 1.A fonte de ar não está conectada ou não há ar na fonte de ar. | Ligue a fonte de ar. |
| 2. O interruptor de alimentação não está na posição “ligado”. | Ligar. | ||
| 3. A válvula redutora de pressão está danificada. | Repare ou substitua. | ||
| 4. A fiação da válvula eletromagnética é ruim. | Verifique a fiação | ||
| 5.A válvula eletromagnética está quebrada. | Substituir | ||
| 3 | Ao pressionar o botão da tocha de corte durante a operação, não há fluxo de gás. | 1.Vazamento no tubo. | Repare a peça com vazamento. |
| 2. Uma válvula eletromagnética está danificada. | Substituir | ||
| 4 | A luz indicadora de trabalho acende após pressionar o botão da tocha de corte, mas o arco plasma não é aceso mesmo que o bico condutor esteja em contato com a peça de trabalho. | 1.KT1errado | Substituir |
| 2. O transformador de alta frequência está danificado. | Verifique ou substitua. | ||
| 3. Oxidação da superfície da haste de ignição ou distância de folga inadequada. | Polir ou ajustar. | ||
| 4. Curto-circuito do capacitor C7 de alta frequência. | Substituir | ||
| 5. A pressão do ar está muito alta | Abaixando | ||
| 6. A perda do bico condutor é muito curta | substituir | ||
| 7. Circuito aberto ou curto-circuito do elemento retificador da ponte retificadora | Verifique e substitua-o | ||
| 8. Mau contato ou circuito aberto do cabo da tocha de corte | Reparar ou substituir | ||
| 9. O fio terra da peça de trabalho não está conectado à peça de trabalho | Conectado à peça de trabalho | ||
| 10. Há uma espessa camada de tinta ou sujeira na superfície da peça de trabalho | Limpar e tornar condutivo | ||
| 5 | A luz indicadora de corte não acende quando o bico condutor está em contato com a peça de trabalho e o botão de corte é pressionado. | 1. Ação do interruptor de controle térmico | Aguarde esfriar ou trabalhar novamente |
| 2. O interruptor do botão da tocha de corte está danificado | substituir | ||
| 6 | Controle o disparo do fusível após partida de alta frequência. | 1. Transformador de alta frequência danificado | Verifique e substitua |
| 2. Transformador de controle danificado | Verifique e substitua | ||
| 3. Curto-circuito da bobina do contator | substituir | ||
| 7 | O fusível do interruptor de alimentação principal derreteu. | 1. Curto-circuito do elemento retificador | Verifique e substitua |
| 2 Falha do transformador principal | Verifique e substitua | ||
| 3. Curto-circuito da bobina do contator | Verifique e substitua | ||
| 8 | Há ocorrência de alta frequência, mas nenhum arco é gerado. | 1. O componente retificador está com defeito (há um som anormal dentro da máquina) | Verifique e substitua |
| 2. O transformador principal está danificado | Verifique e substitua | ||
| 3. C1-C7 para baixo | Verifique e substitua | ||
| 9 | Trabalho de longo prazo sem ignição por arco. | 1. A temperatura do transformador principal está muito alta e o interruptor de controle térmico está ativado | Espere até que esfrie antes de trabalhar. Preste atenção se a ventoinha de resfriamento está funcionando e a direção do vento |
| 1. Transformador de alta frequência danificado | Verifique e repare |
Manutenção e cuidados com seu cortador de plasma
1. Instalação adequada da tocha
Instale a tocha de maneira adequada e cuidadosa, garantindo que todas as peças estejam bem encaixadas e que o fluxo de gás e ar de resfriamento seja suave. Instale todas as peças sobre um pano limpo para evitar que sujeira grude nas peças. Aplique óleo lubrificante apropriado no O-ring até brilhar, mas não adicione muito.
2. Substitua os consumíveis antes que estejam completamente danificados
Não espere até que os consumíveis estejam completamente danificados antes de substituí-los, pois eletrodos, bicos e anéis rotacionais muito desgastados produzirão arcos de plasma incontroláveis, que provavelmente causarão sérios danos à tocha. Portanto, ao notar a primeira queda na qualidade do corte, verifique imediatamente os consumíveis.
3. Limpe as roscas de conexão da tocha
Ao substituir consumíveis ou realizar verificações de manutenção diárias, certifique-se de manter limpas as roscas internas e externas da tocha. Se necessário, limpe ou repare as roscas de conexão.
4. Limpe as superfícies de contato do eletrodo e do bico
Em muitas tochas, a superfície de contato entre o bico e o eletrodo é uma superfície de contato carregada. Se essas superfícies de contato estiverem sujas, a tocha não funcionará corretamente e deverá ser limpa com produtos de limpeza à base de peróxido.
5. Verifique diariamente o fluxo e a pressão do gás e do líquido refrigerante
Verifique diariamente o fluxo e a pressão do gás e do líquido refrigerante. Se for encontrado fluxo insuficiente ou vazamentos, pare a máquina imediatamente para eliminar a falha.
6. Evite danos por colisão na tocha
Para evitar danos por colisão na tocha, programe o sistema corretamente para evitar movimentos excessivos e instale dispositivos de proteção contra colisão que evitem efetivamente danos à tocha durante colisões.
7. As causas mais comuns de danos à tocha
(1) Colisão da tocha.
(2) Arco de plasma destrutivo causado por consumíveis danificados.
(3) Arco de plasma destrutivo causado por sujeira.
(4) Arco de plasma destrutivo causado por peças soltas.
8. Precauções
(1) Não aplique graxa na tocha.
(2) Não abuse do lubrificante para o O-ring.
(3) Não pulverize produtos químicos anti-respingos enquanto a capa protetora ainda estiver na tocha.
(4) Não use a tocha manual como martelo.
Conclusão
Este artigo apresenta os princípios científicos e métodos de uso dos cortadores de plasma. Contanto que você siga os equipamentos de segurança e medidas preventivas, usar um cortador de plasma é muito fácil.
Os cortadores de plasma podem ajudar você a economizar tempo e dinheiro e são uma máquina versátil e fácil de usar, com muitas opções disponíveis no mercado.